Of all diverts, many studies show a failure rate of between 50% and 70%. According to the same studies, when it comes to well control issues, shallow gas blowouts is the leading cause of offshore rig damage and loss. On the US Outer Continental Shelf, the MMS agrees with these findings and has suggested a 46% failure rate between 1971 and 1991. Even though mandatory well control training was introduced during this period, the MMS has noted that a reduction in blowout frequency wasn’t experienced during this time.
Image may be NSFW.
Clik here to view.
Why have failure rates not declined?
For the most part, this is not about well control proficiency, it is the fact that drilling into a shallow gas zone is a lot more difficult to handle than typical well control.
Therefore, there needs to be a mindset of ‘when’ the diverter will fail as opposed to ‘if’. During a shallow gas divert, the ideal situation would see a depletion or bridging off before the system has a chance to fail. When it comes to the likelihood of the well bridging or depleting, this increases the longer a system is allowed to divert a shallow gas blow before failure.
Ultimately, three types of diverter failure exist;
- Excessive back pressure through the diverter system resulting in formation fracture
- Formation fracture as a result of a failure in vent line valves (not opening)
- Metal erosion
With the right-sized vent, the correct vent line valves, and actuating systems, the first two failures can normally be prevented. By following the necessary guidelines, as well as with the right maintenance, the risk of failure can be reduced; excessive back pressure shouldn’t occur, and the vent live valves shouldn’t be prevented from opening because of vent lines that are simply too small.
Metal Erosion
The likelihood of erosion will depend on several factors; the geometry of the diverter system, the type of fluid, fluid viscosity, and even the abrasiveness of particles entrained in the flow. For many erosion failures, the cause is undersized vent lines or turbulence resulting from poor vent line flow paths. Most common, turns in the vent line are the danger spots but they also occur at the diverter spool, downstream of valves or at valves themselves, and at flexible hose connections.
The reason why metal erosion is so difficult to control is because the geometry of the system is the only risk where drilling personnel have control. While the abrasiveness of the particles and the type of formation fluid cannot be controlled by personnel, the geometry of the system and permeability of the formation alongside pressure will decide the fluid viscosity rates.
Thanks to Louisiana State University (LSU) and a study on metal erosion, we can see that it’s influenced heavily by the type of formation fluid. The summaries are as follows;
- Compared to liquid, gas causes metal erosion around 100 times faster.
- The quantity of sand produced with the fluid is also a key component. Erosion rate increases as the amount of sand increases; however, there’s a point when high sand concentration is met, the sand will interfere with itself, and it will protect the metal instead of increasing erosion rate.
- Metal erosion is deeply affected by fluid viscosity since the square of the fluid viscosity is directly proportionate to erosion. What does this mean? Well, twice the fluid viscosity will lead to four times the erosion. When three times the viscosity, this creates nine times the erosion.
- In terms of the geometry of the system, fluid velocity and turbulence can be reduced with larger-diameter straight vent line systems. Furthermore, a downhole restriction provided by smaller pilot hole sizes can limit fluid velocity too.
Diverting vs Shutting-In – Combination Stack
Depending on the formation integrity at the conductor shoe, the decision to shut-in or divert will be made. However, this cannot be known until the shoe is drilled out which means it’s a tricky decision of whether to nipple up a BOP stack (after cementing conductor casing) or a diverter. These days, combination diverter/BOP stacks can be nippled up on conductor casing and this allows a workaround of the problem. Once the conductor shoe has been tested, the correct decision can be made. According to API, before using a BOP stack, a competent shoe needs to be set and the LOT performed.
Otherwise, the problem can be avoided by rigging up a diverter system designed to enable full shut-in. This should allow diversion through large vent lines and it should allow circulation through a choke manifold and choke line. This can be achieved with two spools (one with large vent lines and one with kill/choke lines). Compared to a BOP stack, using a diverter in this way won’t allow for the same handling of pressure (or redundancy) but the flow rates are expected to be high while the surface pressures are generally expected to be low.
Clik here to view.

Figure 1 – Combination Stack
Diverter Spool
The diverter spool, for surface applications, must always equal or greater than the annular preventer in terms of pressure rating. Additionally, it should have at least a 10” vent line and two 10” minimum ID side outlets. As long as they’re swaged up to 10” at the spool, some MMS operations will allow for two 8” outlets. To install the divert valves, no other swages or adapters should be used. With some spools, they only have one outlet; in this case, it will need to be 10” and it will need to Tee into two 10” overboard vent lines. In an ideal scenario, two 10” outlets would be used with no swages.
What about onshore operations? Although local policies and regulations may affect this, the spool requires at least one 6” minimum ID outlet. As well as being inspected thoroughly to ensure integrity, the risk of leaks should be reduced by installing all bolts and new ring gaskets.
Clik here to view.

Figure 2 – Diverter Spool (Courtesy of Cansco.com)
Diverter Valves
Immediately adjacent to the diverter spool, the diverter valves need to be installed and this should protect against valve/spool failures; often, washing can be an issue due to turbulence. With a minimum ID of 10” (or according to local regulations, if a large bore size), the valves should be full opening.
Clik here to view.
Figure 3 – Diverter Valve
As erosion is accelerated by ID changes, a uniform internal diameter should be promoted by the design of the diverter vent line assembly; this includes valves, spool outlets, and vent lines. Although diverter valves haven’t necessarily been designed to endure shut-in wellbore pressure, sudden vent line plugging could cause this to happen. Over the years, the hydraulic gate valve has been tested extensively with BOP systems and should be chosen with the diverter system over the hydraulic ball valve.
Why choose hydraulic over pneumatic with valve operation?
- Control station fluid and hydraulic fluid allow for consistency.
- Compared to pneumatic operators in a similar service, hydraulic operators will always require a smaller operating chamber to develop more closing force.
- If the rig air supply turns off or is depleted, hydraulic valves can still operate as normal.
- Freezing issues are less common with hydraulic systems.
- Compared to pneumatic tubing, hydraulic control lines are more resistant to damage thanks to their heavy-duty nature and high-pressure steel lines.
- Leaks are easier to locate with hydraulic systems.
Malfunctioning of the divert valves is the most common reason for failure in the system, and a recent study now supports this. With this in mind, wherever possible, a hydraulic gate valve will be preferable. To ensure they aren’t seized up, all valves should be checked every 24 hours alongside the diverter itself.
To reduce lost return problems, some operations will need the installation of a booster pump on the drive pipe. Installed adjacent to the drive pipe, a remote valve will be required when this pump is being used; it should always have a pressure rating close to the system. When the diverter is closed, it needs to close automatically and therefore it needs to be tied into the diverter panel. If a booster pump is not closed automatically when the diverter valve is closed, it will increase wellbore and surface pressure and it can lead to fracturing formation or damaging surface equipment.
Diverter Vent Lines
Just as we saw with divert valves, overboard lines or diverter vent lines need to be set up with the same pressure as the system. Whenever a line plugs, it needs to withstand pressure while the opposite line is being opened. In terms of extent, the lines need to open beyond the edge of decking underneath. Since erosion can be caused by the change in flow direction, lines must be as straight as possible.
Wherever hard piping is possible, use these between the overboard lines and divert valves. If this isn’t an option, divert valves and overboard lines can be connected with flexible hoses. However, they also need to be consistent with the rest of the system in terms of pressure rating. Additionally, they need to be as straight and short as possible while allowing for connection with integral end couplings. While flexible lines can be used, collapsible hoses with dresser sleeves or hose clamps are not acceptable for this use. Since they’re going to experience severe forces, all overboard lines and hoses need to be anchored down securely.
Diverter Control Stations
When it comes to definition in consistency, one component seems to be lacking more than most; the control station. For the diverter system to work effectively, the control station needs to be simple to operate and easily accessible; with this in place, there’s very little room for error. As a remote station to the main accumulator station, Figure 4 shows an example.
Clik here to view.
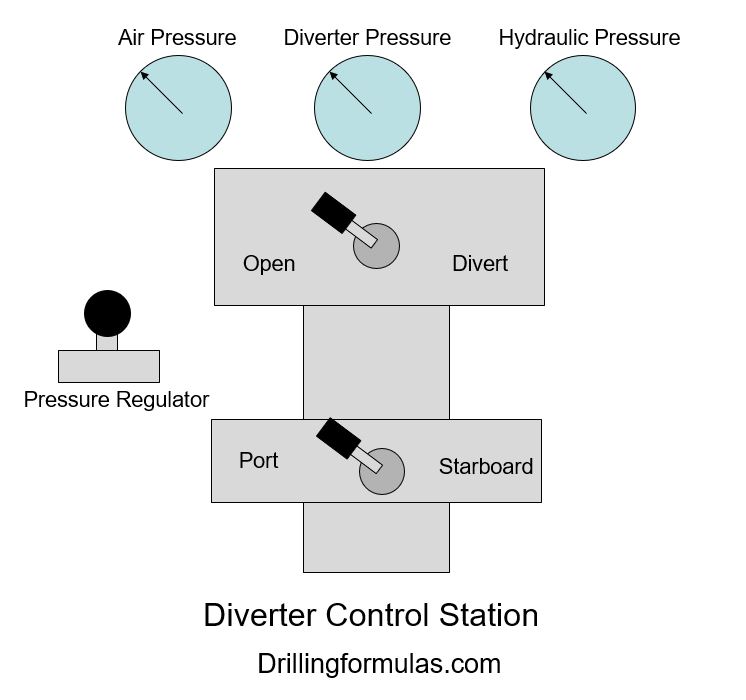
Figure 4 – Diverter Control Station
Two levers in a panel will normally be contained within a typical diverter control station, and each would be labelled for simplicity. For the first lever, this controls the diversion of the flow overboard; as soon as it moves to ‘Divert’, the annular preventer will be closed by shifting the four-way valve on the main accumulator. Meanwhile, both overboard lines will be opened as the four-way valve for starboard and port divert valves shift on the main accumulator.
For the second lever, this normally controls the upwind overboard line. For instance, if we need to close a starboard valve which is in the upwind direction, the second lever is switched to ‘Port’ which opens the port divert valve (if closed) and simultaneously closes the starboard four-way valve on the main accumulator. What’s more, regardless of how these levers are operated, no combination will ever cause a shut-in in the well.
With one diverter control station on the rig floor, a separate station will be required somewhere away from the rig floor and in a safe position. Using the rig’s continuous air supply, the stations will be operated by air but they should also hold an air reserve bottle just in case the air supply on the rig is disrupted. Available at both control stations, the bottle should provide enough volume to function each operation twice.
Why offer two separate diverter control systems? In truth, there are several benefits to doing this.
- The stored energy of the system is utilized by using the main accumulator system.
- The control system’s only function is to control the divert operation.
- The control lines going from the component to the unit are high pressure, permanently-installed steel lines.
- With the previous point in mind, it will always be a permanent asset of the rig.
- When diverting a well, the risk of human error is eliminated completely
References
Cormack, D. (2007). An introduction to well control calculations for drilling operations. 1st ed. Texas: Springer.
Crumpton, H. (2010). Well Control for Completions and Interventions. 1st ed. Texas: Gulf Publishing.
Grace, R. (2003). Blowout and well control handbook [recurso electrónico]. 1st ed. Paises Bajos: Gulf Professional Pub.
Grace, R. and Cudd, B. (1994). Advanced blowout & well control. 1st ed. Houston: Gulf Publishing Company.
Watson, D., Brittenham, T. and Moore, P. (2003). Advanced well control. 1st ed. Richardson, Tex.: Society of Petroleum Engineers.
Cansco.com. 2019. Diverter Packages – Cansco Well Control. [online] Available at: <http://cansco.com/products/diverter-packages/> [Accessed 11 October 2021].
Bsee.gov. 2021. Experimental Study of Erosion Resistant Materials for Use in Diverter Components. [online] Available at: <https://www.bsee.gov/sites/bsee.gov/files/tap-technical-assessment-program/008cb.pdf> [Accessed 23 October 2021].
Bsee.gov. 2021. Integrity of Diverter System Under Abrasive and Multi Phase Flow. [online] Available at: <https://www.bsee.gov/sites/bsee.gov/files/tap-technical-assessment-program/008cb.pdf> [Accessed 23 October 2021].
The post Risks and Equipment Considerations for Surface Diverting (Well Control) appeared first on Drilling Formulas and Drilling Calculations.