This example demonstrates the calculations and the steps of lubricate and bleed which will help you understand about what calculations according to lubricate and bleed procedures.
![Example of Lubricate and Bleed Well Control Calculation]()
Gas kick migrates to surface underneath the BOP safely via Volumetric Well Control. The circulation is not possible due to drillstring plugged off therefore the decision is made to perform Lubricate and Bleed to kill the well. The well control information is listed below;
- Shut in Drill Pipe Pressure = 0 psi (drillstring plugged)
- Shut in Casing Pressure = 1,000 psi without any safety factor
- Gas on surface at the BOP
- Current mud weight = 11.0 ppg
- Casing shoe depth = 6,000’MD/6,000’TVD
- Hole TD = 9,000’MD/9,000’TVD
- Hole size = 12.25”
- Casing ID = 12.5”
- Drill pipe size = 5”, 19 ppf
- BHA consists of 6.5” drill collar
- Length of BHA = 800 ft
- Average pipe per stand = 94 ft
- Wellhed rating = 5000 psi
- BOP rating = 10,000 psi
- Leak off pressure at shoe = 16.0 ppg
- Estimated gas volume at BOP = 70 bbl
- Estimated Bottom of gas = 549 ft
![53 Example of Volumetric Well Control Calculation]()
Figure 1 – Well Information
Note: Before going onto detailed calculations, it is very important to explain to you that the Lubricate and Bleed method can kill the well or just reduce surface pressure. It is not 100% every time that the well will be successfully killed and you will see in the detailed calculations later.
The concept of Lubricate and Bleed is to remove gas at surface when the circulation cannot be performed. With this method, bottom hole pressure will be almost constant. The mud will be pumped in to the well to increase bottom hole pressure and later gas will be bled off to compensate what hydrostatic pressure added into the system.
Lubricate and Bleed Calculations
Select Safety Factor (SF) – it is recommended to use a small and practical safety factor. For this calculation, the Safety Factor is 50 psi.
Select Pressure Increment (PI) – this is the hydrostatic of mud which is planned to lubricate into the well. Pressure Increment (PI) should be a small and practical figure so Pressure Increment (PI) for this calculation is 50 psi.
Calculate Lube Increment (LI)
Lube Increment (LI)is calculated by the following equation
![LI calculation]()
Where;
LI = Lube Increment (MI), bbl
PI = Pressure Increment (PI), psi
ACF = annular capacity factor between casing and drillstring, bbl/ft, at surface.
ACF = (12.52 – 52) ÷ 1029.4 = 0.1275 bbl/ft
MW = mud weight, ppg
For this example, 14-ppg mud will be used.
** It is suggested to use higher mud weight as practical as possible. The reasons are small Lube Increment (LI) and higher change to kill the well.
![LI calculation]()
Lube Increment (MI) = 8.8 bbl
Maximum Allowable Surface Casing Pressure (MASCP)
We need to know surface limitation prior to inject otherwise it can cause failure on surface equipment or break formation downhole and for this situation, Leak Off at show (16 ppg) is the limitation. In some cases, if you work on an old well, casing rating may be a limitation so you need to check and use the lower figure. For the worst case, we assume that gas will be fully replaced with kill mud (14.0 ppg).
MASCP is calculated by the equation below;
MASCP = Leak off Pressure – Hydrostatic Pressure
Hydrostatic Pressure = Hydrostatic Pressure from Kill Mud (14 ppg) + Hydrostatic Pressure from Current Mud (11 ppg)
Hydrostatic Pressure = (0.052 × 14 × 549) + (0.052 × 14 x 5,451)
MASCP = (0.052 × 16 × 6,000) – [(0.052 × 14 × 549) + (0.052 × 14 x 5,451)]
MASCP = 4,992– 400 – 3,118
MASCP = 1474 psi
Note: We don’t calculate the MASCP with only current mud weigh because it is not the worst case scenario.
Lubricate and Bleed Steps
- We determine the Safety Factor (SF), Pressure Increment (PI) and Mud Increment (MI).
- Safety Factor (SF) = 50 psi
- Pressure Increment (PI) = 50 psi
- Lube Increment (LI) = 8.8 bbl
- Lubricate mud volume equal to Lube Increment (LI)
For this step, it will add safety factor into the well; however, if surface casing pressure already has safety factor, step#2 and step#3 must be skipped in order to prevent excessive safety factor which may cause fracturing shoe.
Volume gas is compressed by lubricated mud.
Volume of gas = Volume of gas at previous condition – Lube Increment (LI)
Volume of gas = 70 – 8.8 = 61.2 bbl
Pressure of compressed gas is determined by Boyld’s Law.
P2 = (P1 × V1) ÷ V2
Where;
P1 = Pressure of gas at previous condition, psi
V1 = Volume of gas at previous condition, bbl
V2 = Volume of gas compressed by lubricated mud, bbl
P2 = Pressure of gas compressed by lubricated mud, psi
This pressure represents casing pressure due to gas compression.
P2 = (1000 × 70) ÷ 61.2 = 1,144 psi
Overbalance of bottom hole pressure
Overbalance = P2 + Hydrostatic Pressure due to Lube Increment (LI) – P1 + Safety Factor
Where;
P1 = Pressure of gas at previous condition, psi
P2 = Pressure of gas compressed by lubricated mud, psi
Hydrostatic Pressure due to Lube Increment (LI) = Pressure Increment (PI)
Safety Factor = 0 psi
Overbalance = 1,144 + 50 – 1000 + 0
Overbalance = 194 psi
![Figure 2 - Table Represents Pressure and Volume of Step2]()
Figure 2 – Table Represents Pressure and Volume of Step#2
![53 Example of Volumetric Well Control Calculation]()
Figure 3 – Diagram shows mud lubricated into the well
- Bleed gas via choke until casing pressure reach the initial pressure in step#2
This step will establish a Safety Factor (SF) because surface pressure is bleed off to the original value and the only thing that adds into the wellbore is hydrostatic pressure from Lube Increment (LI) which is 50 psi for this example.
Overbalance of bottom hole pressure
Overbalance = Current Overbalance in step#2 – (Casing Pressure after Lubricating – Casing Pressure after Bleeding off)
Overbalance = 194 – (1,144 –1,000) = 50 psi
![Figure 4 - Table Represents Pressure and Volume of Step3]()
Figure 4 – Table Represents Pressure and Volume of Step#3
![53 Example of Volumetric Well Control Calculation]()
Figure 5 – Diagram shows bleeding gas out of the well
- Lubricate mud into the well equal to Lube Increment (LI)
8.8 bbl of mud is pumped and this will give 50 psi hydrostatic pressure increment.
Gas volume will be compressed by 8.8 bbl therefore the volume of gas will be reduced from 61.2 bbl to 52.4 bbl (61.2-8.8 = 52.4).
This pressure represents casing pressure due to gas compression.
Pressure of compressed gas is determined by Boyld’s Law.
P2 = (P1 × V1) ÷ V2
Where;
P1 = Pressure of gas at previous condition, psi
V1 = Volume of gas at previous condition, bbl
V2 = Volume of gas compressed by lubricated mud, bbl
P2 = Pressure of gas compressed by lubricated mud, psi
This pressure represents casing pressure due to gas compression.
P2 = (1000 × 61.2) ÷ 52.4 = 1,168 psi
Overbalance of bottom hole pressure
Overbalance = P2 + Hydrostatic Pressure due to Lube Increment (LI) – P1 + Safety Factor
Where;
P1 = Pressure of gas at previous condition, psi
P2 = Pressure of gas compressed by lubricated mud, psi
Hydrostatic Pressure due to Lube Increment (LI) = Pressure Increment (PI)
Safety Factor = 50 psi ** The safety factor is established from step#2 and step#3.
Overbalance = 1,168 + 50 – 1000 + 50
Overbalance = 268 psi
![Figure 6 - Table Represents Pressure and Volume of Step4]()
Figure 6 – Table Represents Pressure and Volume of Step#4
![53 Example of Volumetric Well Control Calculation]()
Figure 7 – Diagram shows mud lubricated into the well
- Bleed casing pressure until casing pressure is equal to casing pressure in step#4 before lubricating minus Pressure Increment (PI)
This step will intentionally reduce casing pressure which has the same value of Pressure Increment (PI) which is 50 psi for this case.
Casing pressure @ step#4 before lubricating = 1,000 psi
PI = 50 psi
Casing pressure after bleeding off = 1000 – 50 = 950 psi
Overbalance of bottom hole pressure
Overbalance = Current Overbalance in step#4 – (Casing Pressure after Lubricating – Casing Pressure after Bleeding off)
Overbalance = 268 – (1,168 –950) = 50 psi
![Figure 8 - Table Represents Pressure and Volume of Step5]()
Figure 8 – Table Represents Pressure and Volume Bled off of Step#5
![53 Example of Volumetric Well Control Calculation]()
Figure 9 – Diagram shows gas bled off to planned pressure
- Repeat step#4 and step#5 until gas is out of the annulus (well dead) or casing pressure increase to Maximum Allowable Surface Casing Pressure (MASCP)
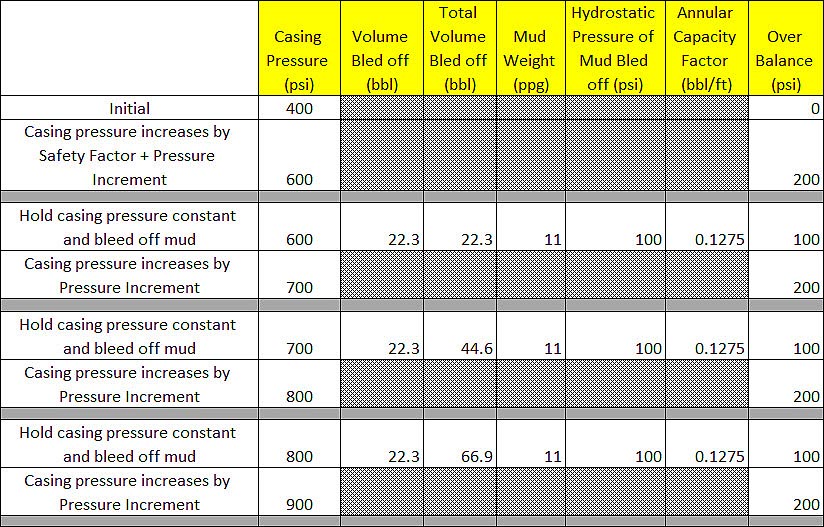
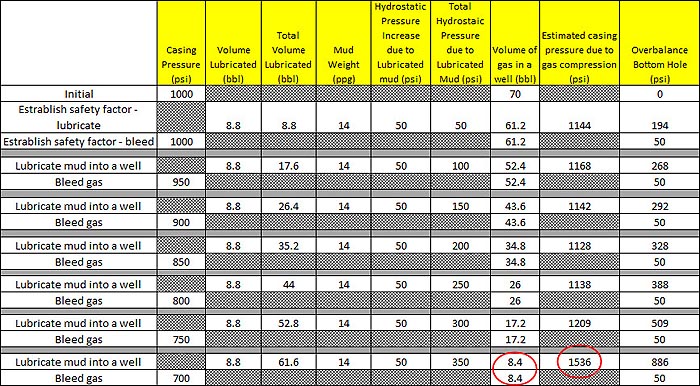
The table (Figure 10) shows all the required steps as per Lubricate and Bleed.
![Figure 10 - Table Represents Pressure and Volume Bled off with Lubricate and Bleed]()
Figure 10 – Table Represents Pressure and Volume Bled off with Lubricate and Bleed
One thing that we would like to point out is at the last step the volume of gas left in hole is 8.4 bbl. Beyond this step is impossible because you need to lubricate a lubricate volume of 8.8 bbl and the casing pressure will exceed the MASCP. Therefore, the operation will stop at this point and casing pressure will be down from 1,000 psi to 750 psi with 50 psi overbalance.
![Figure 11 – Not Enough Volume Gas Left in the Well to Lubricate]()
Figure 11 – Not Enough Volume Gas Left in the Well to Lubricate and Casing Pressure Exceeds MASCP
Thing to Remember
- Lubricate and Bleed may or may not be able to kill the well but at least you can reduce surface casing pressure in a controlled manner.
- Gas volume is getting smaller due to bleed off therefore it may reach the point that when you try to lubricate the mud, it will create very high surface casing pressure because of Boyle’s law. High surface pressure can cause either surface equipment damage or fracture formation at a casing shoe. It is very important to do the full step calculations in order to know when you will not be able to lubricate anymore. You need to know Maximum Allowable Surface Casing Pressure (MASCP) as your maximum lubricated pressure.
Reference books:  Well Control Books
Well Control Books