The accumulator unit is one of the critical well control equipment and its main aim is to supply the pumps with atmospheric fluid while also storing high pressure operating fluid for operating BOP stack. In this article, we will learn about requirements of critical components of an accumulator unit including accumulators, reservoir, pneumatic pump, electric motor driven pumps and hydraulic control manifold/valve & fitting.
Surface BOP Control Systems Equipment
Accumulator Bottles
For storing high pressure fluid, accumulators are pressure vessels (ASME coded). Depending on requirements, the accumulators can be found in all sorts of types, sizes, pressure ratings, and capacities. Most commonly, ‘float’ and ‘bladder’ accumulators are used which come in ball or cylindrical shapes. Furthermore, they can be top or bottom loading.
![Figure 1 - Accumulator Bottles]()
Figure 1 – Accumulator Bottles
If bottom loading, servicing will require them to be removed from the accumulator unit. If top loading, both float and bladder can be removed while mounted on the accumulator unit. Without destroying their stamp of approval, both types of accumulators can actually be repaired in the field whenever necessary.
Reservoir Tank
For storing atmospheric fluid, a rectangle reservoir is normally provided for high pressure pumps. Boasting troubleshoot inspection ports, baffles, and drain/fill ports, the Maintenance section can be reviewed for standard cleaning and filling guidance. The reservoir should be able to keep twice capacity of the usable fluid required.
![Figure 2 - Reservoir Tank]()
Figure 2 – Reservoir Tank
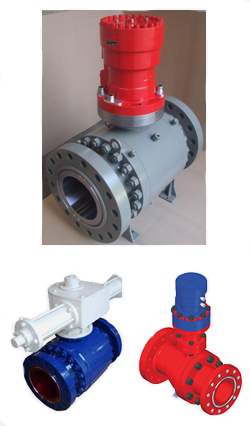
Accumulator Piping and valves
Connecting the accumulators/hydraulic manifold with the pump’s high pressure discharge lines, the piping/valve has an important role. In order to protect the accumulators and prevent over pressurizing, the piping should consist of isolator valves, Schedule 80 or 160 pipe (1 or 1 1/2 inches), and a relief valve (3,300psi). To help minimize leaks and line restrictions, cylindrical accumulators can be mounted onto machined headers.
Read more details about 4-way valve > 4-Way Valve Operation in Blow Out Preventer Accumulator (Koomey) Unit
![]()
Figure 3 – Valve and Piping
Air Pump Assembly
To provide high pressure operating fluid, one or more hydraulic pumps in the air pump assembly will be connected (parallel) to the accumulator for the BOP control system.
![Figure 4 - Air Pump]()
Figure 4 – Air Pump Assembly
Electric Pump Assembly
Driven by an explosion-proof electric motor, the electric pump assembly should always contain a duplex (or triplex) reciprocating plunger pump. To provide high pressure operating fluid to the BOP control system, this should be connected to the accumulator piping. Not only is it available in different voltage ranges, a range of horsepower options can be found too.
![Figure 6 - Electric Pump Assembly]()
Figure 6 – Electric Pump Assembly
Accumulator Requirements
General
Accumulator bottles are pressure-sealed containers that hold hydraulic fluid for use in blowout preventer closure. These containers store energy in the form of compressed nitrogen gas, which can be utilized to close the preventer quickly. In common usage, two accumulator bottles exist including ‘float’ and ‘separator’.
- Float – To separate the hydraulic fluid and the nitrogen gas, a floating piston is utilized with the float type.
- Separator – To effect the separation of hydraulic fluid and nitrogen gas, the separator type uses a flexible diaphragm.
Volumetric Capacity
All blowout preventer closing units should include accumulator bottles with enough volumetric capacity to produce enough usable fluid volume with pumps turned off to close a maximum of 4 BOP rams and the annular preventer in the stack, as well as enough volume to open the hydraulic choke line valve (HCR). Additionally, the final pressure shall be more than Minimum Operating Pressure (MOP). This is referred to API STD53.
Between 200psi above the pre-charge pressure and the accumulator operating pressure, the amount of fluid recoverable from an accumulator is considered the ‘usable fluid volume’. The accumulator operating pressure is the pressure at which hydraulic fluid is charged into accumulators.
Minimum Operating Pressure (MOP)
Based on the latest requirement from API STD 53 late 2018, Minimum Operating Pressure (MOP) is defined as a minimum pressure differential required for a device to successfully perform its intended function in a particular environment. If the BOP stack contains a shear ram with no dedicated shear accumulator , the calculated MOP must include the maximum pressure required to shear and seal the pipe for that operation. However, if the system has a dedicated shear accumulator, there will be separate MOP figures which are one for shear rams and another one for pipe ram.
API 16D Bottle requirements
The primary accumulator system must be built so that the loss of a single accumulator, bank, or both does not result in a loss of more than 25% of the system’s overall capacity. To decrease the possibility of bladder damage, the pre charge pressure for bladder type accumulators should be larger than 25% of the system hydraulic pressure. The amount of pre-charge pressure varies based on the individual operational needs of the equipment and the operating environment.
Response Time
In terms of response time, 30 seconds is the limit for the closing unit closing each ram preventer. For annual preventers under 18 3/4 inches, closing time should never exceed 30 seconds; for annular preventers larger than 18 3/4 inches, 45 seconds is the maximum.
Operating Pressure and Pre-charge Requirements for Accumulators
When it comes to operating an accumulator bottle, the pressure should never exceed its rated working pressure. During the initial closing unit installation, each accumulator bottle’s pre-charge pressure should be measured; this should occur on each well before then being adjusted, wherever required. For accumulator pre-charge, nitrogen gas should be used only. Finally, during well drill operations, the pre-charge pressure should be checked regularly.
Requirements for Accumulator Valves, Fittings, and Pressure Gauges
Valving should be installed in multi-bottle accumulator banks to ensure bank isolation. Except when the accumulators are isolated for service, testing, or transporting, an isolation valve must have a rated working pressure at least equal to the designed working pressure of the system to which it is connected and must be in the open position. If needed, accumulater bottles can be fitted in banks with a capacity of around 160 gallons, with a minimum of two banks.
On each accumulator bank, the appropriate fittings and valves need to be provided since this allows for the attachment of a pressure gauge without having to take all accumulator banks away from service. For installation, there should always be an accurate pressure gauge available in order to measure the accumulator pre-charge pressure.
Closing Unit Pump Requirements
Requirements for Closing Unit Valves, Fittings, Lines, and Manifold
Pump Capacity Requirements
To perform the operation in this section to a required standard, every closing unit needs sufficient numbers and sizes of pumps. On the size of pipe in use, the pumps should be able to close the annular preventer while the accumulator system is isolated. The hydraulically-operated choke line valve should also be opened and a minimum of 200psi pressure above the accumulator pre-charge should be obtained on the closing unit manifold within around two minutes.
Pump Pressure Rating Requirements
Pumps must be installed in each closing unit to generate a discharge pressure equal to the closing unit’s rated working pressure.
Pump Power Requirement
At all times, closing unit pumps must have power so, when the closing unit manifold pressure decreases, the pumps start automatically; the decrease in pressure should be lower than 90% of the accumulator operating pressure before activating.
On each closing unit, two or three independent power sources should be ready with each having the ability to pump at a rate the Pump Capacity Requirements section suggests. When ‘dual source’ power systems are mentioned, this refers to air and electrical systems in general. The dual air or electric systems are acceptable but less preferred.
The dual power source systems are as follows:
- A dual air and electrical system = a dedicated air compressor for an accumulator + a rig electrical generator to run electric pump
- A dual air system = a dedicated air compressor for an accumulator + a rig electrical generator to run compressor
- A dual air system = a dedicated air compressor for an accumulator + an air storage tank that is separated from both the rig air compressors and the rig air storage tank by check valves.
- A dual electrical system = one electrical power from main generator + another one from a back up generator (emergency generator)
- A dual air/nitrogen =a dedicated air compressor for an accumulator + bottles nitrogen gas.
- A dual electrical/nitrogen = one electrical power from main generator + bottles nitrogen gas.
If surface pressures fall 200psi lower than originally expected, and if the drilled casing is set at less than 500 feet on shallow wells, the closing unit will not require a backup source of power.
Requirements for Closing Unit Valves, Fittings, Lines, and Manifold
Requires Pressure Rating
Between the BOP stack and the closing unit, all fittings and valves should have a rated working pressure equal or above the BOP stack’s working pressure (up to a maximum of 3,000psi) and should also be constructed with steel. For all test pressure requirements, these are available in API Spec 6A: Specification for Wellhead Equipment. Steel should also be used for all lines between the blowout preventer and closing unit; if not steel, an equivalent fire-resistant hose with flexibility. For the end connections, the stack pressure rating (up to 3,000psi) and rated working pressure should be equal.
Valves, Fittings, and Other Components Required
The following should be equipped with each installation;
- Sufficient check valves for each closing unit, or shut-off valves to separate the accumulators and the closing unit pumps from the closing unit manifold; this should also allow for the isolation of the annular preventer regulator.
- Full-opening valve for each closing unit in order to connect a separate operating fluid pump whenever required.
- A pressure regulating valve for each closing unit in order to allow for manual control of the annular preventer operating pressure.
- A regulating valve for each closing unit to control the ram type preventers operating pressure; they should also be equipped with a valve and by-pass line so the closing unit manifold can take the full accumulator pressure whenever required.
- Accurate pressure gauges for each closing unit to indicate the closing unit manifold’s operating pressure; in relation to the annular preventer pressure regulating valve, both downstream and upstream can be important.
- A full-opening plug valve for each annular preventer on both opening and closing lines. Not only should these valves be present, they need to be in the open position while installed adjacent to the preventer itself. When testing operating lines over 1,500psi, open position isn’t applicable if the annular preventer isn’t damaged at all.
- All closing unit control valves should be marked to show the position of the valves as well as which choke line valve or preventer each valve operates. During drilling operations, the BOP control valves should be ‘open’ rather than on ‘neutral’ or ‘block’. During normal operations, the choke line valve should be closed. To avoid accidental operation, the control valve in charge of the blind rams should be covered (over the manual handle). Finally, if the remote unit is activated, the handle shouldn’t be covered to the point where it stops the ram function from working.
Requirements for Closing Unit Fluids and Capacity
For the closing unit control operating fluid, either hydraulic oil or fresh water containing a lubricant should be used. When a closing unit fluid contains water and the expected ambient temperature is below 32F, glycol shall be added. Due to the likelihood of seal damage, there are several substances not recommended for the task; this includes chain oil, diesel oil, motor oil, and kerosene. The reservoir tank capacity must be at least 2 times of usable fluid used in the system.
Closing Unit Location and Remote Control Requirements
For the main pump accumulator, this needs a safe storage space while also being accessible in an emergency for all rig personnel. Additionally, it should prevent a flow back to the reservoir from the operating lines and it should prevent excessive drainage. To compensate for flow back in the closing lines when the main pump accumulator is located some way below the BOP stack, additional accumulator volume can be added.
Control panels should be equipped with each installation to allow the driller to control each control valve and blowout preventer, from a position easily accessible; this point should also be some distance from the rig floor.
References
Cormack, D. (2007). An introduction to well control calculations for drilling operations. 1st ed. Texas: Springer.
Crumpton, H. (2010). Well Control for Completions and Interventions. 1st ed. Texas: Gulf Publishing.
Grace, R. (2003). Blowout and well control handbook [recurso electrónico]. 1st ed. Paises Bajos: Gulf Professional Pub.
Grace, R. and Cudd, B. (1994). Advanced blowout & well control. 1st ed. Houston: Gulf Publishing Company.
Watson, D., Brittenham, T. and Moore, P. (2003). Advanced well control. 1st ed. Richardson, Tex.: Society of Petroleum Engineers.
The post Accumulators for Surface Well Control System and Requirements first appeared on Drilling Formulas and Drilling Calculations.





 Figure 3 – Pipe Rams Cameron U Type (Courtesy of Cameron)
Figure 3 – Pipe Rams Cameron U Type (Courtesy of Cameron)